

Lau barrunbeko plastikozko profilaren estrusio-lerroaren estrusio-abiadura desorekatua konpontzeko irtenbide teknikoa
Lau barrunbeko plastikozko profilaren estrusio-lerroaren estrusio-abiadura desorekatua konpontzeko irtenbide teknikoa
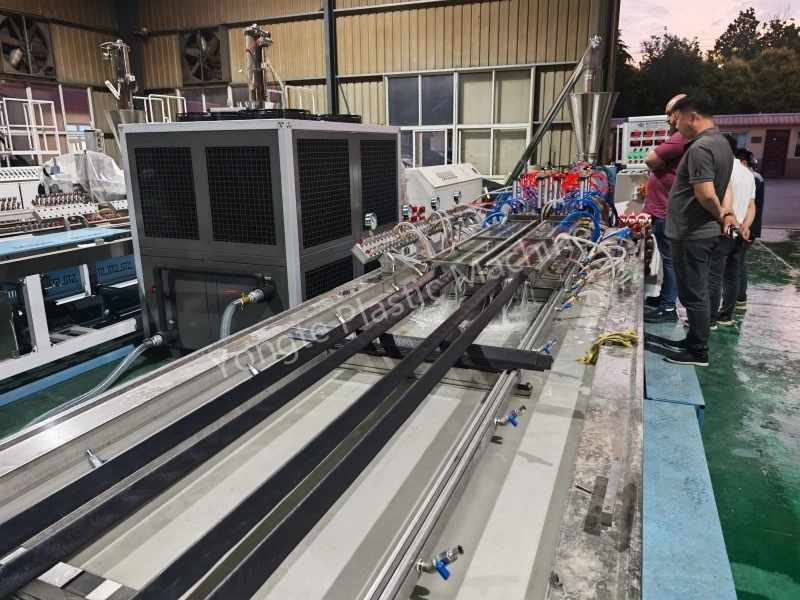
Lau barrunbeko plastikozko profilaren estrusio-prozesuan, lau barrunbeen arteko estrusio-abiadura desorekatua arazo tekniko arrunta da. Arazo honek zuzenean eragingo du produktuaren dimentsio-zehaztasuna koherentea, hormaren lodiera irregularra, profil akastunak eta produkzio-etekin murriztea, ekoizpen masiboaren egonkortasuna eta eraginkortasuna larriki murriztuz. Bezeroen benetako ekoizpen-materialetan eta produktuen zehaztapenetan oinarrituta, Yongte-ren ingeniaritza-taldeak zuzendutako trokel optimizatu profesional bat eta euskarri-sistemaren diseinu-eskema garatu ditu lau barrunbeko profilen funtzionamendu-abiadura ez-koherentearen arazoa ondo konpontzeko, lau barrunbeko estrusio-lerroen ekoizpen doitasun handiko, egonkor eta sinkronoa lortuz.
1. Arazo teknikoen aurrekariak
Traditional integrated four-cavity extrusion dies adopt an integral heating and flow control structure. Urtze-fluxuaren banaketa irregularra, tokiko tokiko trokelen tenperatura desbideratzea eta prozesatzeko muntaketa akatsak bezalako faktoreek eraginda, lau barrunbeen estrusio-abiadurak etengabeko ekoizpenean koherentziarik ez izateko joera du. Barrunbeen arteko abiadura desbideratzeak profila eratzeko abiaduran eta hoztearen uzkurtzean desberdintasunak ekarriko ditu, loteen kalitatearen akatsak sortuz, hala nola, deformazioa, deformazioa, tolerantziaz kanpoko tamaina eta amaitutako produktuen gainazaleko lautasun irregularra, plastikozko profilen ekoizpen-eskakizunak bete ezin dituztenak.
2. Profesionalen Diseinu Optimizatuaren Eskema
Bezeroaren lehengaien ezaugarriekin, produktuaren egitura-parametroekin eta tokiko produkzio-baldintzekin konbinatuta, Yongte-ko ingeniariek diseinu pertsonalizatua egin dute trokelaren egiturarako, fluxu-kontrolerako, trakzio-ebaketa eta garraiatzeko sistema osagarrietarako, honako irtenbide tekniko zehatzekin:
2.1 Trokel bikoitzeko gorputzaren egitura, Tenperatura Kontrol independentearekin
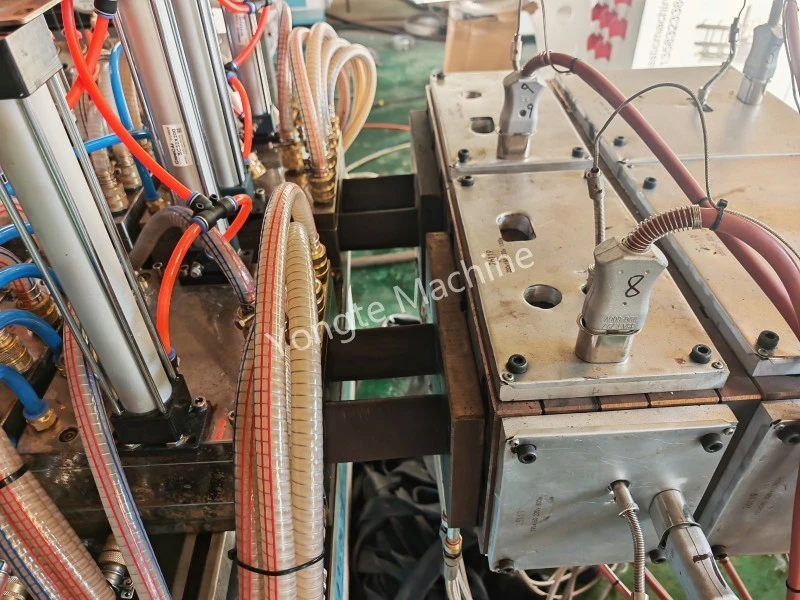
Jatorrizko lau barrunbeko trokelaren gorputz integrala a optimizatuta dagotrokelaren gorputz-egitura independente bikoitza, with each die body equipped with two extrusion cavities. The two sets of die bodies are completely independent in structural design and temperature control system. Trokelaren gorputz bakoitza berokuntza-modulu independente batekin eta tenperatura kontrolatzeko unitate batekin konfiguratuta dago, tenperatura doitasun-doikuntza bereizia eta tenperatura-kontrol etengabea egin ditzakeena. Diseinu honek modu eraginkorrean konpontzen du trokelaren tenperaturaren desbideratze integralak eragindako urtze-jariakortasun koherentearen arazoa, barrunbe bakoitzaren urtze-egoera plastikoa egonkortzen du iturritik eta trokel-gorputz desberdinen arteko abiadura-diferentziaren oinarrizko kausa ezabatzen du.

2.2 Trokel bakarreko emariaren doikuntza-mekanismo independentea
Each independent die body is equipped with a special flow adjustment nut device. Bi barrunbeen abiadura desbideratzerako, fluxu-desberdintasun txikiek eta muntaketa-akatsek eragindako trokel bakarreko gorputz beraren barnean, lineako doikuntza fina egin daiteke fluxua doitzeko azkoinaren bidez. Barrunbe bakar baten urtze-elikadura-fluxua zehatz doituz, trokelaren gorputz bereko bi barrunbeen estrusio-abiadura guztiz sinkronoa mantendu daiteke, barrunbeen abiaduraren mikro-mailako kalibrazioa eginez eta estrusio-irteeraren uniformetasuna eta talde bereko barrunbe bakoitzaren osatzeko abiadura bermatuz.
2.3 Trakzio Abiadura Kontrolerako Sistema Bikoitza Independentea
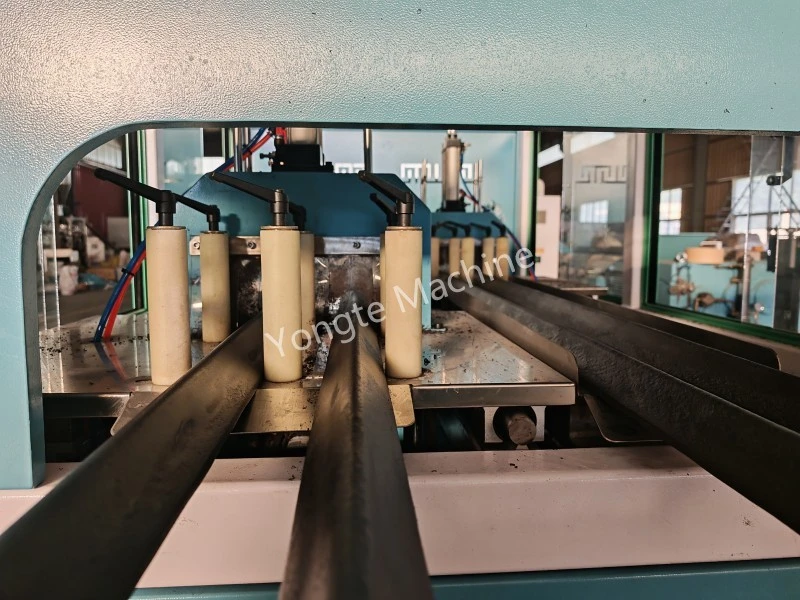
A dual sets of independent traction systems are configured to match the dual die body and double-group cavity layout. Lau barrunbe aldi berean gidatzen dituen trakzio bakarreko modu tradizionalaren aldean, bi trakzio ekipoek modu independentean funtzionatzen dute abiadura kontrolatzeko programekin. Sistemak bi barrunbeko profilen bi taldeen trakzio-abiadura modu independentean doi dezake bi gorputz-gorputzen benetako estrusio-abiaduraren arabera, estrusio-abiaduraren eta trakzio-abiaduraren bat etortze dinamikoa eginez, trakzio asinkronoak eragindako profilaren luzapena, uzkurdura eta dimentsio-desbideratzea saihestuz eta lau barrunbeen abiadura orokorraren koherentzia bermatuz.

2.4 Luzera finkoko ebaketa-sistema independentea
Talde bikoitzeko estrusio- eta trakzio-egiturari dagokiona, ebaketa-sistema independenteen bi multzo daude luzera finkoko ebaketa-eragiketa bereiziak egiteko. Each cutting system independently tracks and matches the running speed and feeding stroke of the corresponding group of profiles. Ebaketa-kontrol modu independenteak abiadura desberdintasun txikiak dituzten profilen ebaketa bateratuak eragindako ebaketa-errorea eta luzera eza ezabatzen ditu, barrunbeen profil bakoitzaren luzera finkoko ebaketa-zehaztasuna bermatzen du eta produktuaren kualifikazio-tasa hobetzen du.
2.5 Garraio eta pilaketa automatikoko sistema bat etortzea
Two sets of independent conveying and stacking racks are configured, which are precisely matched with the dual cutting systems. Ebaketa-ekipoak luzera finkoko ebaketa amaitu ondoren, garraiatzeko eta pilatzeko ekipoak automatikoki osatzen du dagokion profil-taldearen materiala jasotzeko, garraiatzeko eta pilatzeko lanak. Garraio sistemaren funtzionamendu sinkrono eta independenteak barrunbeen profil ezberdinen abiadura asinkronoak eragindako material metaketa, estrusioa eta nahasmena saihesten ditu, ekoizpen-lerro osoaren funtzionamendu leuna eta etengabea bermatzen du eta ekoizpen automatizatu eta ordenatua lortzen du.

3. Abantaila teknikoak eta produkzio-ondorioak
Goiko diseinu sistematiko pertsonalizatuaren bidez, plastikozko profilaren ekoizpenean lau barrunbeko estrusio abiadura koherentearen arazoa guztiz konpontzen da. Troquel bikoitzeko tenperatura-kontrol independentea + talde bakarreko fluxuaren doikuntza fina + trakzio- eta ebaketa-sistema independente bikoitzak lotura osoko abiadura kalibratzeko eta kontrol-sistema sinkronoa osatzen dute. Eskemak abantaila esanguratsu hauek ditu: lehenik, urtze-fluxuaren eta tenperaturaren iturriaren kontrola egiten du, eta estrusioaren hasierako abiadura-diferentzia ezabatzen du; second, it realizes dynamic fine adjustment of speed in the production process to ensure long-term synchronous operation of four cavities; third, the matching automated auxiliary system improves production stability and consistency of finished products.
Lekuko produkzioa egiaztatu ondoren, diseinu optimizatu honek lau barrunbeko profilen dimentsio-tolerantzia eta akatsen tasa murrizten du, ekoizpen-egonkortasun orokorra eta estrusio-lerroaren ekoizpen-eraginkortasuna hobetzen ditu eta epe luzerako eta bolumen handiko hainbat profil plastiko estandarizaturako egokia da.

Lotutako Albisteak
- 4 barrunbeko plastikozko profila produkzio-lerroa Jordanera bidaltzea arrakastaz martxan jarri ondoren
- Egur eta plastikozko konposatutako ateen gainazalen horia, marra eta hauskortasuna pitzatzeko irtenbide profesionalak
- 4 barrunbe birziklatutako plastikozko profila estrusio-makina 8 metro/minutu abiadura handian iristen da
- WPC Extruder Produkzio Arazoetarako irtenbidea
- Zein material erabil daiteke Yongte WPC makinan?
- Hondakinen ehungintza birziklatzeko ekoizpen-lerroa arrakastaz probatu da
Utzi mezu bat











